|
1. Placing
an order: Custom
orders are usually taken over the phone. However, we can accept e-mail
orders as well as faxes. During the phone conversation, we are able to
recommend a camshaft profile to suit your specific needs. We have over
3000 different profiles to choose from; profiles for hydraulic, solid,
flat tappet, as well as roller camshafts. We are able to grind
everything from a 2 hp. Briggs & Stratton to a Top Fuel Dragster.
2.
Pre grinding process: The
first step is to inspect the camshaft to see if it needs any welding or
other repairs. After the repairs are made, it is cleaned in a
ceramic media solvent bath. This gentle scrubbing action removes
rust, grease, and baked on oil. The next step in the camshaft grinding
process is where the camshaft is verified for straightness and the centers
are verified for true. The centers are used to drive the camshaft,
along with the dowel pin or keyway. The main bearing area is
straightened within one thousandths of an inch. This verifies that the
profile will be in exactly the same location as when in the head or in the
block.
3. Grinding
your custom or "Exact-cut Restoration-Vintage" Camshaft: The
first step is to set up the cam grinding machine for the application that
will be performed.
This is accomplished by loading the desired profile onto the tracking
headstock. Different camshafts have different firing orders. The
firing order is set by the "index" plate. Placed on next
is the actual grind profile that will be used during regrinding. These
"masters" are exact replications of camshafts that we've ground
previously. This allows us to duplicate the exact profile on the
core that has been selected. The profiles are tracked onto the cams, and
any custom lobe separations can now be made manually using the headstock.
When we bring a lobe center "in" or "tighter," the
"power band" is shortened. Racers use this method to keep
their race cars "in the power". Most of the computer
controlled cars require the wider lobe separation.
4. Post
grinding quality control: This
process is performed on every camshaft that we produce.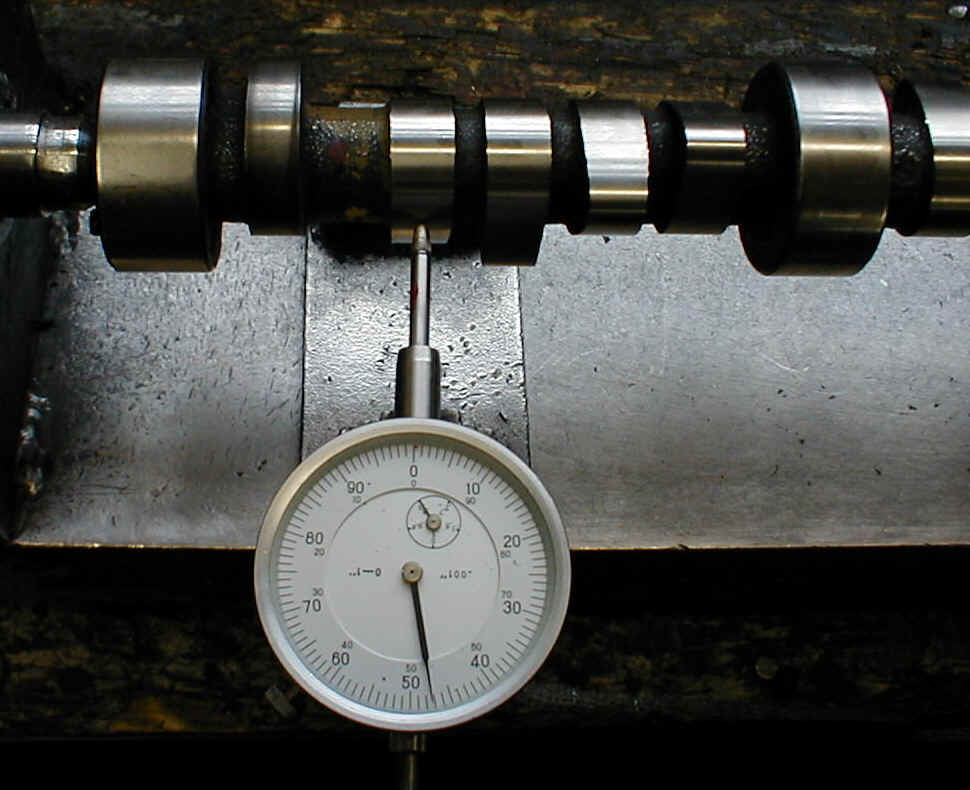 The camshafts are checked for straightness to verify that they didn't bend
during the grinding process. After they are straightened to less than 1/2
thousandths on the main bearing areas, each lobe is checked to ensure they
are within tolerances for "run-out". If it not within tolerance,
it is rejected and returned back to the grinder to be reworked.
After every lobe is checked and has
passed inspection, the mains are taped with protective wrap in preparation
for the Parco surface treatment.
The camshafts are checked for straightness to verify that they didn't bend
during the grinding process. After they are straightened to less than 1/2
thousandths on the main bearing areas, each lobe is checked to ensure they
are within tolerances for "run-out". If it not within tolerance,
it is rejected and returned back to the grinder to be reworked.
After every lobe is checked and has
passed inspection, the mains are taped with protective wrap in preparation
for the Parco surface treatment.
5.
Surface treatment process:
This is a surface treatment that is done to
all of our cast iron camshafts. It is a phosphate coating that inhibits
rusting on the lobe areas. This is done in a heated solution of Parco
Lubrite-2. The camshafts are hung evenly on a rack. They are then
submerged into the 200' F solution for approximately 30 minutes which will
allow appropriate coating. Under a microscope, the surface appears to have
"fish scales." This helps retain pre-lube during the break in
procedure.
 Once
they are removed from the solution, the cams get rinsed off in a fresh
water bath. They are then ready to have the main bearing area
protective material removed. This is also where the camshafts are marked
for warranty protection. All of the cams are marked to identify them as
ours. ( Pictured left is a cam that has been in the Parco tank, lying next
to an untreated cam.) Once
they are removed from the solution, the cams get rinsed off in a fresh
water bath. They are then ready to have the main bearing area
protective material removed. This is also where the camshafts are marked
for warranty protection. All of the cams are marked to identify them as
ours. ( Pictured left is a cam that has been in the Parco tank, lying next
to an untreated cam.)
6. Micro polishing main bearing
areas: This is one of the final steps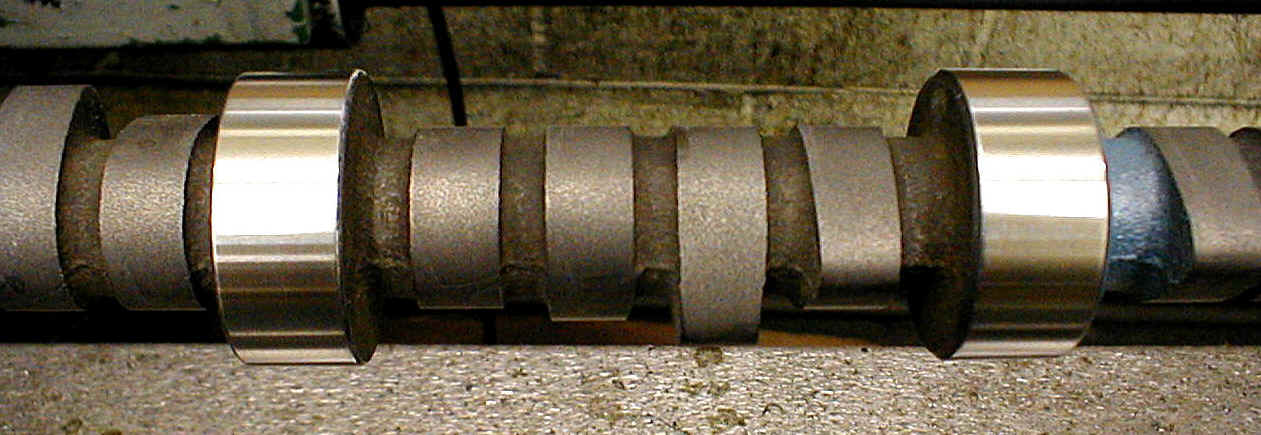 of processing a camshaft. The camshaft is spun in our polishing machine.
This spins the camshaft at a high rate of speed. A polishing
belt is then used on the bearing areas to remove any discoloration that
may have occurred during manufacturing.
of processing a camshaft. The camshaft is spun in our polishing machine.
This spins the camshaft at a high rate of speed. A polishing
belt is then used on the bearing areas to remove any discoloration that
may have occurred during manufacturing.
7. Protective lubrication and
packaging: Here is the final process  that the camshaft goes through before it is shipped out or placed in the
will-call area for pick up. After the camshaft mains are polished the
camshaft is placed on the rack to be dipped into a rust preventing
lubricant. The camshaft is identified and boxed, and a part # is
stamped on the end of the box. The camshaft is now ready to be shipped or
picked up.
that the camshaft goes through before it is shipped out or placed in the
will-call area for pick up. After the camshaft mains are polished the
camshaft is placed on the rack to be dipped into a rust preventing
lubricant. The camshaft is identified and boxed, and a part # is
stamped on the end of the box. The camshaft is now ready to be shipped or
picked up.
|